無錫市佳慶焊接彎管鑄造有限公司企業網站(zhàn)!
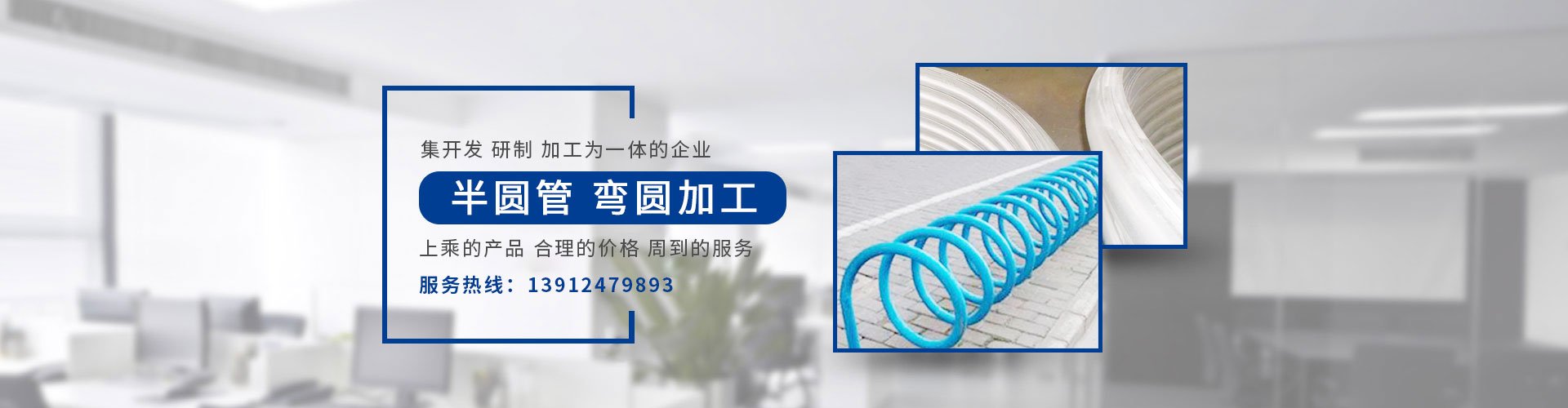
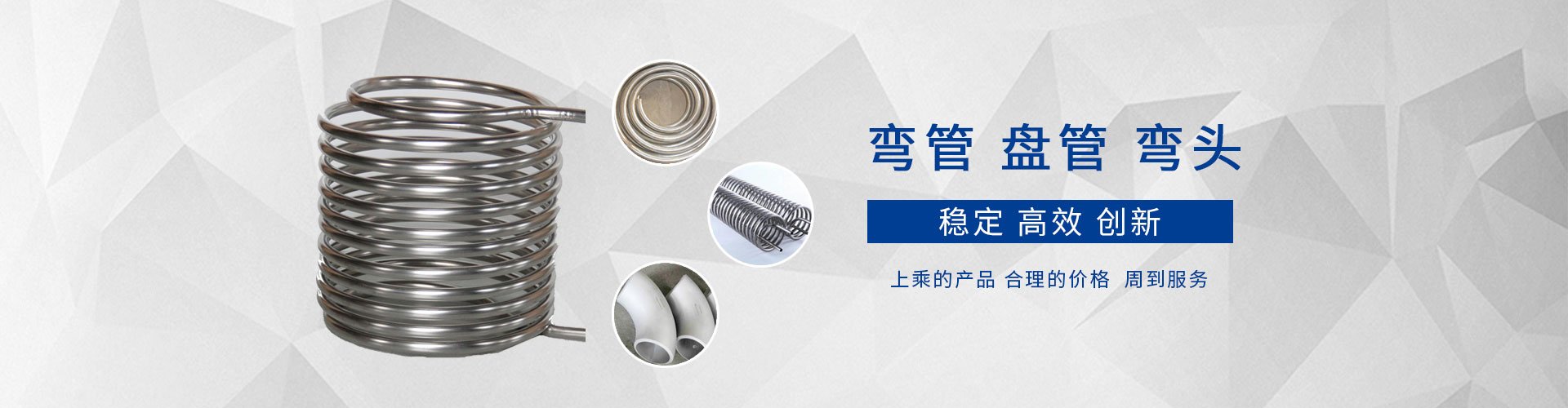
專注彎管加工(gōng)、彎圓加工、半圓管、盤管等係列產品
服務熱線
139 1247 9893
專注彎管加工(gōng)、彎圓加工、半圓管、盤管等係列產品
服務熱線
139 1247 9893

無錫市佳慶焊接彎管鑄造(zào)有限公司
地址:無錫市(shì)濱湖區(qū)華莊街道雙茂社區
電話:0510-8563 4893
傳真:0510-8563 2151
E-mail:3122707164@qq.com
1.大彎(wān)折彎折時,在其中性層的(de)外臂壁在外力作用(yòng)間距m的功效下受拉應力變軟,裏側受縮小地應力。N1和N2的協(xié)力更改了管道的截麵。根據這一要素,RX和SX是彎管品質降(jiàng)低的關鍵緣故(gù)。因而,在GBJ235-82中明文規定了(le)各種各樣工作壓力水準下的(de)RX值和兩側減薄量,以操縱RX值和SX值,保質保量。
2.在開展大彎折時,彎折是在原材料的兩(liǎng)側拉申,而(ér)裏側(cè)受力的中性化軸與彎折方式不一樣。中性(xìng)化軸在頂彎(折彎)時離表麵約1/3,在轉動彎(背彎)時離表麵約2/3。因而,選用轉動彎折(shé)法彎折厚壁(bì)管是有利的。
3.大中型彎管的車胎彎折精密度也是危害彎管品質(zhì)的要素之一。天天综合91在生(shēng)產製造彎(wān)折車胎時,規定客戶在應用時(shí)依據(jù)彎(wān)管直徑挑選相對的彎折車胎,但規格型號和規格應操縱在一定的尺(chǐ)寸公差範疇內。
詳細介紹五種普遍的彎管加工方式;
1.衝壓模具方式:在(zài)衝壓(yā)機床上放(fàng)錐型芯將管端擴張到(dào)需要的規格和(hé)樣子。
2.彎(wān)折成型法:常見的方式有三種,一種叫拉申法,一種叫衝壓模具法,第三種輥法有3-4個輥,2個固定(dìng)不動輥,一個調整輥,調(diào)整(zhěng)固定不動輥中間的間距,使製成品管材彎折。
3.發脹法:一種(zhǒng)是將硫化橡膠放進管道(dào)中,用(yòng)衝針在上麵擠壓(yā)成型,使管道發脹成形;另一種方式是液壓機(jī)脹形,在管道正中間充進液體,液體的工作(zuò)壓力將彎管脹成所(suǒ)需樣子。這類方式多(duō)用以生(shēng)產製造金屬波紋管。
4.鍛造法:用型鍛機對管道(dào)的頂(dǐng)端或一部分開展衝孔機和拉申,使管道直徑變小。常見的鍛壓設備有管式(shì)、連杆式和滾柱式。3.滾桶(tǒng)法:將芯放進管道中,用(yòng)滾桶促進附近生產加工圓邊。
5.冷軋方式:一般無需芯軸,適用厚壁管管的內外圓邊。
CopyRight @2024 無錫市佳慶焊接彎管鑄造有限公(gōng)司
地址:無錫市濱湖區華莊街道雙茂(mào)社(shè)區
電話:0510-8563 4893
傳真:0510-8563 2151
郵箱:3122707164@qq.com
企業主營 彎管加工產品: 半圓管 彎圓加工 盤(pán)管加工 封頭盤管 複合盤管 直徑半圓
備案(àn)號:蘇ICP備2022027885號-1